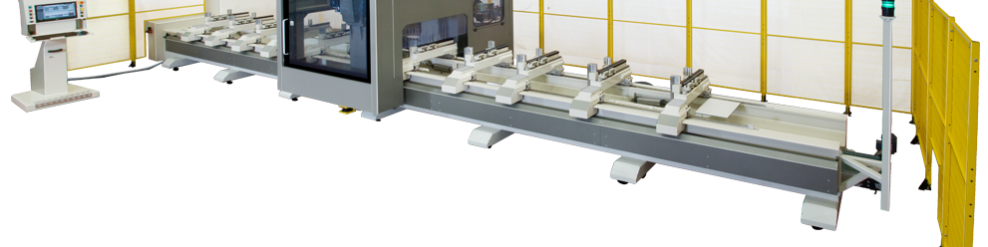
Für die Bearbeitung von Stangenprofilen bzw. Werkstücken aus Aluminium, NE-Metallen, PVC und Stahl.
Verfahrweg X = 7500 mm.
5 (X, Y, Z, C, A) gesteuerte Achsen.
Die Achsen C und A gehören zu dem Fräskopf. Die C-Achse kann in jeglichem Winkelgrad innerhalb von ± 220° gekreist und positioniert werden. Die A-Achse kann in jeglichem Winkelgrad innerhalb von ± 125° geneigt und positioniert werden.
Die Achsen können linear oder zirkulär auf geometrischen 3-dimensionalen Ebenen interpoliert werden, welche den X-Y-Z Achsen zugeordnet sind.
Der Achsantrieb erfolgt über einen Brushless Gleichstrommotor.
Die Spannungen des Werkstücks gleiten auf Präzisionsführungen.
Möglichkeit zur Teilung des Arbeitsbereichs längs in zwei Bereiche um Arbeiten selbstständig zu erstellen.
Bei Verwendung eines Scheibenfräsers kann man auch die beiden Ebenen, am Profilende bearbeiten (Ausklinkung).
Die Klappanschläge zum Nullfahren der Profile werden pneumatisch gesteuert.
Die Elektrospindel ist für Schnellwechselfutter geeignet.
Der Werkzeugwechsel erfolgt automatisch.
Das Werkzeuglager befindet sich an der beweglichen Maschinensäule in einem geschützten Gehäuse; die Zeit für den Werkzeugwechsel wird stark verringert. Im Werkzeuglager haben 18 verschiedene Werkzeuge platz.
Die Kühlung der Werkzeuge erfolgt über ein automatisches, impulsgesteuertes Zentralsystem.
Die Gleitschuhe und Kugelgewindetriebe sind durch ein automatisches System zentralisiert geschmiert.
Vorrichtung für Späneauffangbehälter.
Vorrichtung zum Anschluß eines motorischen Transportbandes.
Optional: MMI steht für Unabhängige motorisierte Spannvorrichtungen. Es handelt sich um eine Vorrichtung mit kombiniertem pneumatischem und elektronischem Antrieb, die für das automatische und gleichzeitige Verfahren der Spannvorrichtungen zuständig ist.